

周转箱脱模斜度的计算
注塑件上设置斜度可减少之间的初始顶出力,简化模具结构中顶出系统的设计。也避免顶出过程中制件表面擦伤或磨损。通常情况下,对于塑料周转箱,脱模斜度的取值一般在30’-1度30’。在其他条件确定的情况下,在30’-1度30’范围内取五组斜度值,分别对其进行求解分析,结果如图所示。
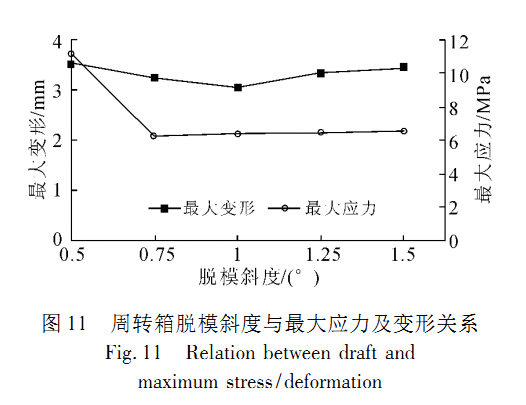
由图可以看出,脱模斜度在0.5度时的应力和变形都比较大,在0.75度-1.5度变化时对应力影响不大,变形量变化幅度较大。综合考虑应力和变形量,确定脱模斜度值为1度。
在不加大塑料周转箱壁厚的条件下,增强周转箱制品的强度和刚性,以节约塑料的使用量,同时减轻重量减低成本。可克服塑料周转箱的壁厚差带来的应力不均所造成的周转箱歪扭变形,便于塑料熔体的流动,在塑料制品本体默写壁部过薄为熔体的充满提供通道。
